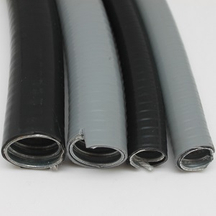
包塑软管的弹性 我国的牧业发展很快,包塑软管羊毛产量逐年增加只以前是采用剪刀剪羊毛,手工劳动强度高,剪毛质量差,而日随着我国毛纺工业的发展,现在是采用剪羊毛机剪毛,劳动强度大大降低,剪毛质量显著提高,对绵羊的皮肤损伤极少。这种软管就作为剪羊毛机驱动软轴的安全护套我厂生产的小14毫米的剪羊毛机软轴套管具有优良的柔软性、弹性和耐久性。剪羊毛机软轴套管采用镀锌钢带制造,其结构形式为方形互扣结构,基本形式为m形见图。中间衬以较细的棉绳作为封闭填料。软管的外形和剖面形状与防湿软管基本相同。但由于它的特定的用途,在选用镀锌钢带规格及棉绳规格时,和防湿软管有所不同。:l)卷管用的镀锌钢带的锌层厚度不小于7微米。)软管表面应